Ore beneficiation plants play a vital role in the mining industry by upgrading raw minerals into high-value products. These plants are designed to separate valuable minerals from waste materials using advanced processes like crushing, grinding, and separation.
Our plants are engineered with modern technology to deliver maximum recovery, consistent quality, and efficient performance. We provide customized solutions based on ore type, capacity, and site conditions, ensuring long-term productivity and profitability.
Different capacity options are available to suit small, medium, and large-scale mining operations with efficient processing and consistent mineral output.
50 TPH Plant
Ideal for small-scale mining operations, this plant requires low investment and delivers stable output with efficient mineral processing.
100 TPH Plant
A suitable choice for growing businesses, offering improved production capacity and better recovery efficiency for consistent performance.
200 TPH Plant
Designed for medium-scale operations, ensuring higher throughput, better mineral recovery, and strong operational efficiency.
300 TPH Plant
Best for large-scale operations, delivering maximum output, continuous processing, and high profitability for industrial applications.
Plant Configurations
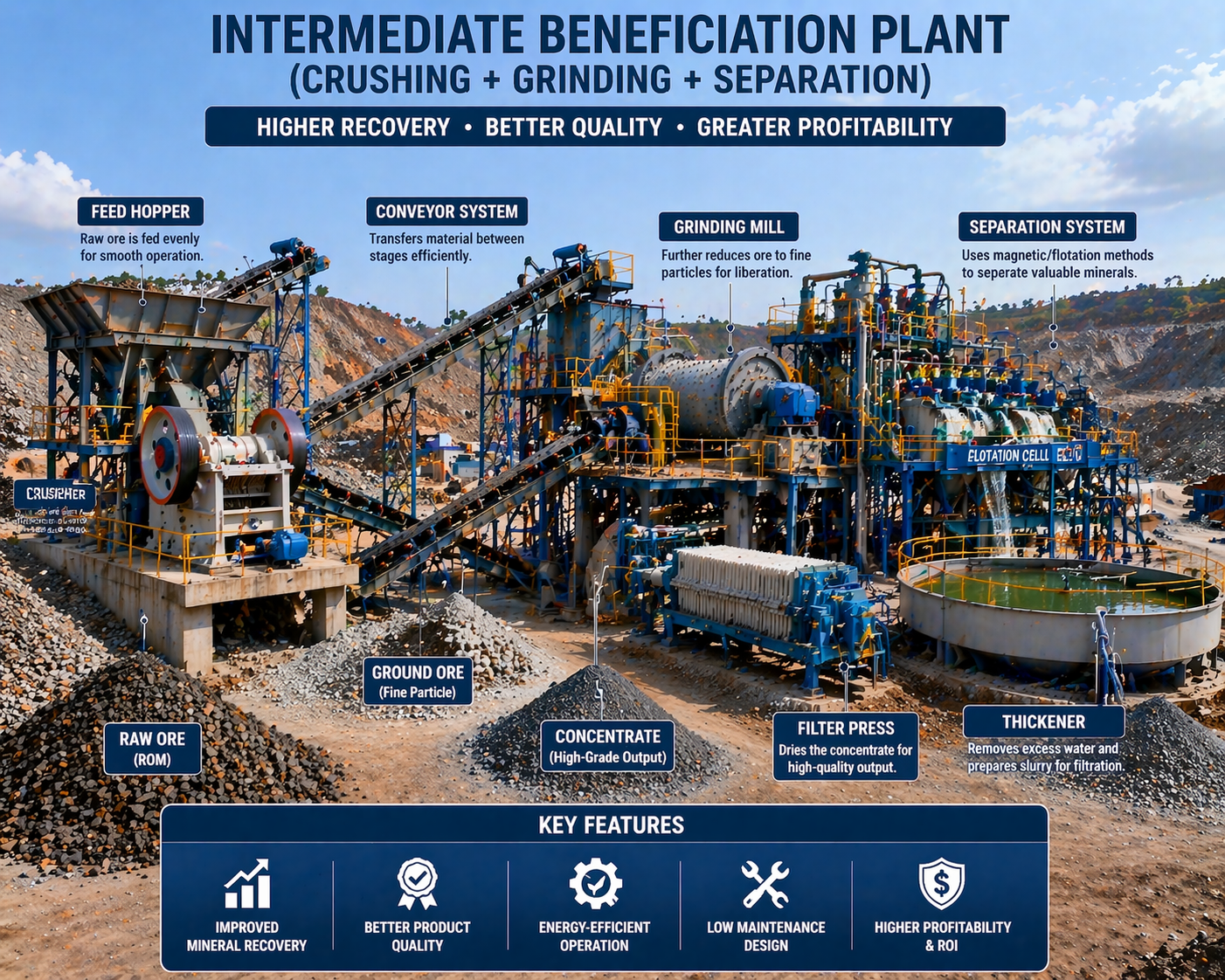
Different plant configurations are designed to achieve desired mineral quality, efficient separation, and optimized performance across various mining applications.
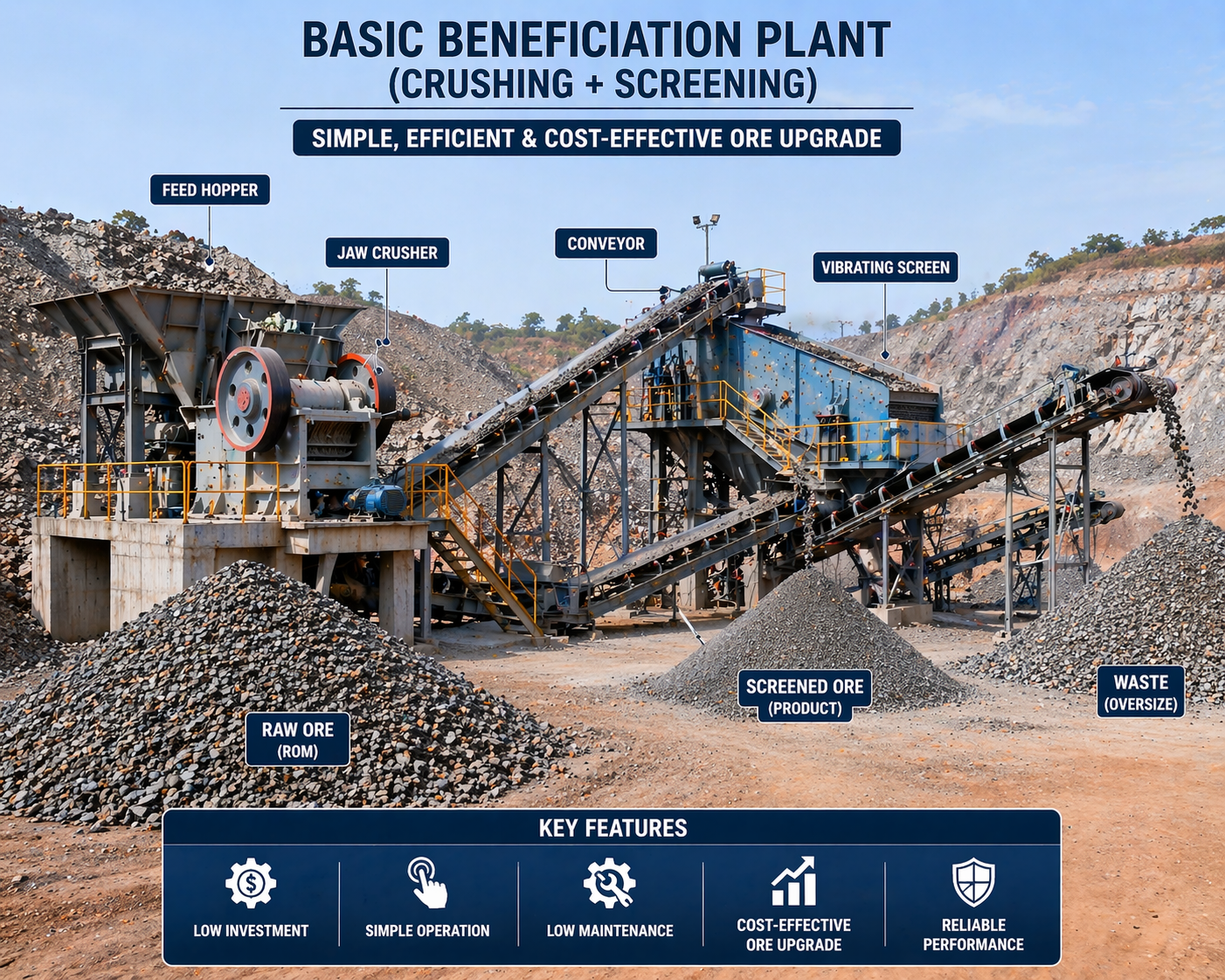
Basic Beneficiation Plant (Crushing + Screening)
This configuration focuses on primary crushing and screening to remove large impurities and improve raw material size for further processing.
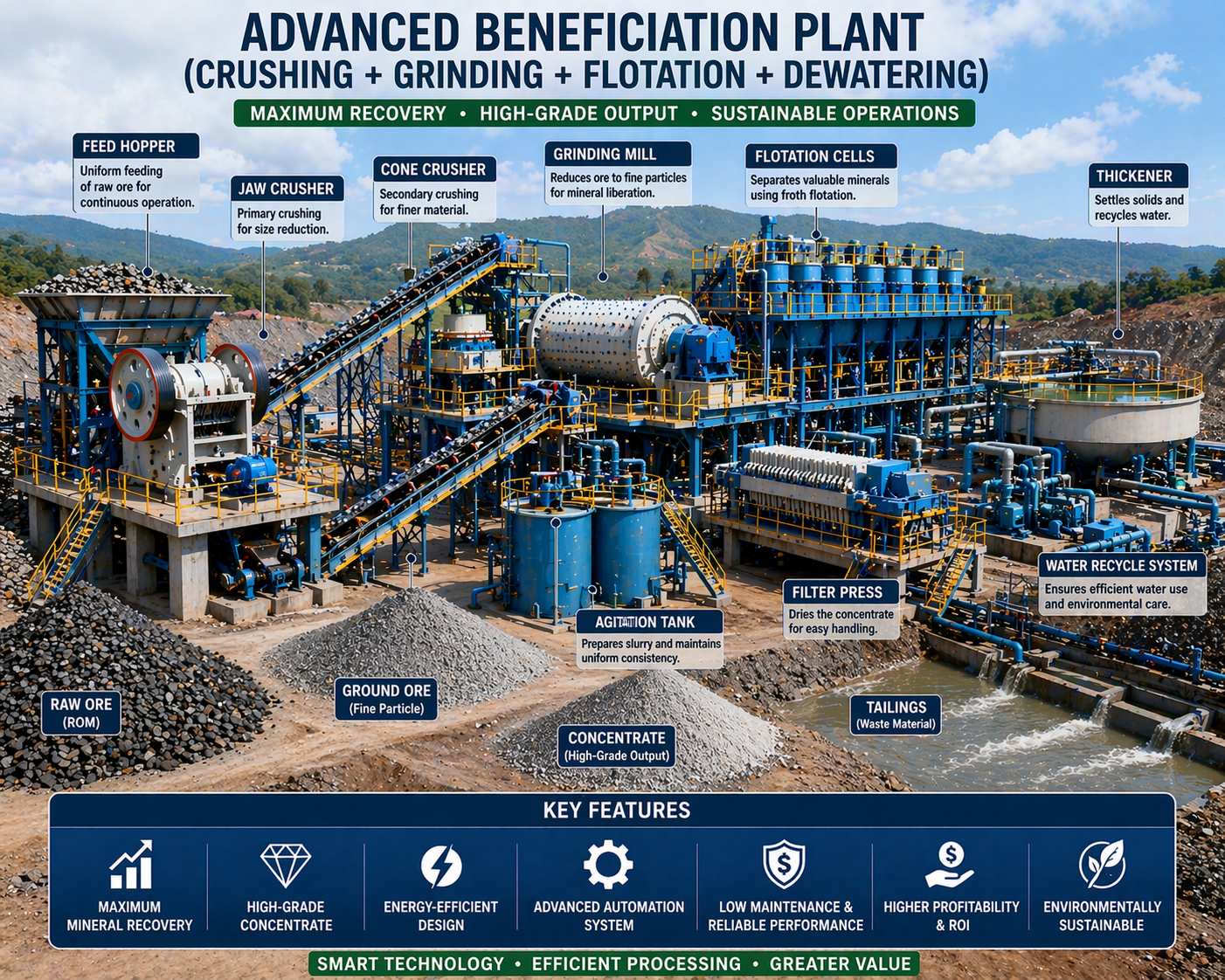
A complete processing system designed to achieve high-grade mineral output using advanced separation, thickening, and filtration technologies.
High purity minerals
Maximum recovery efficiency
Ideal for large-scale operations
High Recovery Rate:
Maximizes extraction of valuable minerals from raw ore
Energy Efficient:
Optimized systems reduce operational power consumption
Automation System
Improves accuracy and reduces manual effort
Low Maintenance
Durable components ensure long operational life
Iron Ore Processing:
Improves iron content and removes impurities
Manganese Processing:
Enhances grade for industrial applications
Copper & Mineral Processing:
Efficient separation of valuable metals
Mining Industry:
Supports large-scale extraction and processing
Process Flow
Step-by-step processing ensures smooth operations, efficient material flow, improved mineral recovery, and consistent output quality across all processing stages.
Feeding:
Raw ore is fed into the system using feeders for continuous processing
Crushing
Large ore is reduced into smaller sizes for easier handling
Grinding:
Material is finely ground to separate minerals
Separation:
Valuable minerals are extracted using advanced techniques
Dewatering:
Water is removed to get usable mineral output
Final Output:
Processed material is stored and ready for dispatch
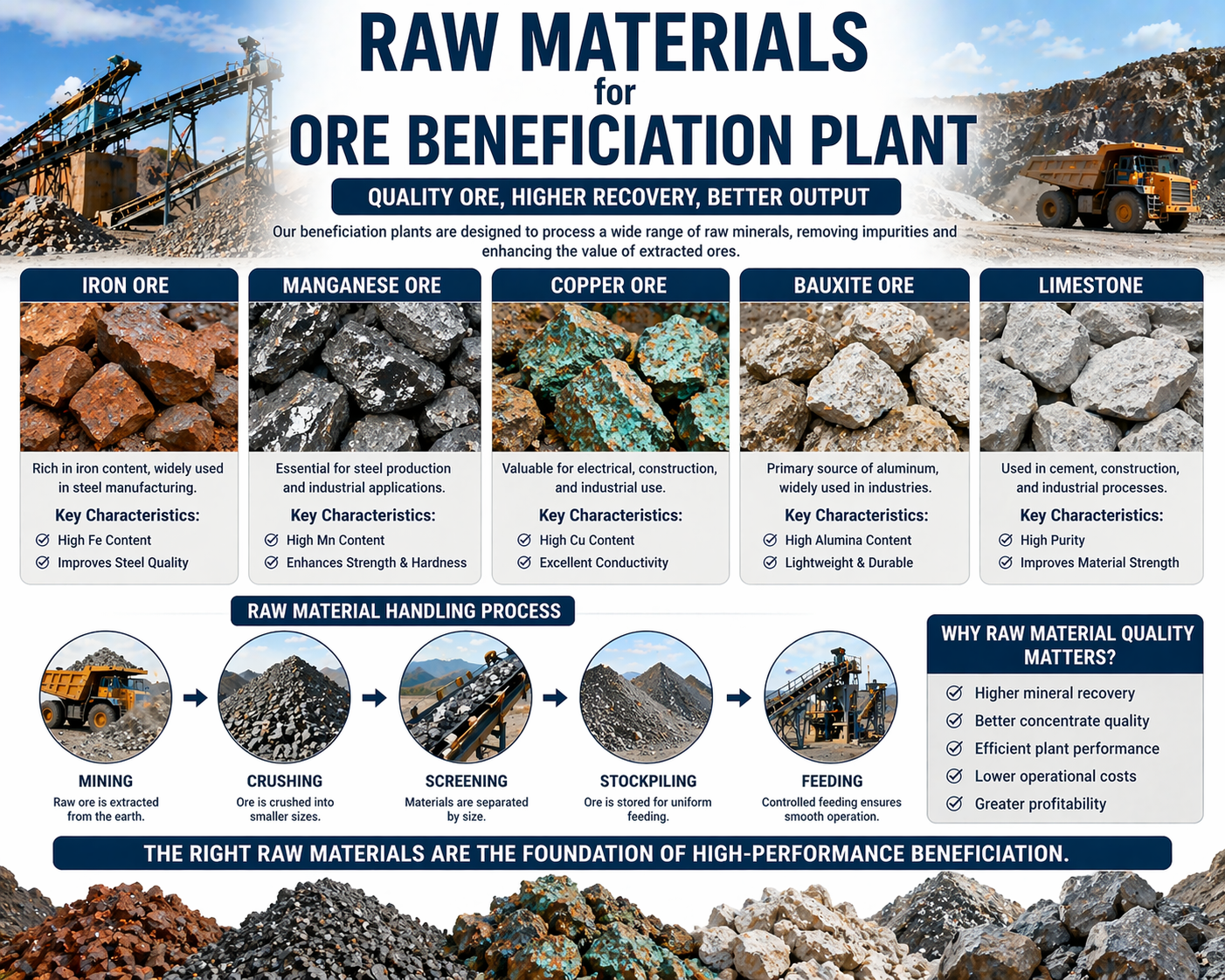
Raw Materials
Designed to handle various mineral ores efficiently, ensuring flexibility, consistent performance, and adaptability across different mining conditions and materials.